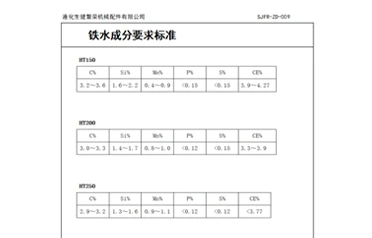
Zunhua Shengjian Fanrong Machinery Parts Co., Ltd. adheres to the SJFR-ZD-009 standard ("Requirements for Molten Iron Composition") and implements graded melting controls for HT150, HT200, and HT250 gray iron grades. Casting quality is stabilized by focusing on three key areas: carbon-silicon equivalent (CE), impurity levels (phosphorus and sulfur) in raw materials, and ferromanganese additions.
HT150: C 3.2–3.6%, Si 1.6–2.2%, CE 3.9–4.27
HT200: C 3.0–3.3%, Si 1.4–1.7%, CE 3.3–3.9
HT250: C 2.9–3.2%, Si 1.3–1.6%, CE < 3.77
Carbon-silicon equivalent is prioritized during the melting stage; for the high-grade HT250, carbon content must be precisely reduced to avoid insufficient casting strength caused by excessive CE, with real-time adjustments made to the charge ratio of carbon and silicon materials before tapping.
HT150: P < 0.15%, S < 0.15%
HT200: P < 0.12%, S < 0.15%
HT250: P < 0.12%, S < 0.12%
Scrap steel and pig iron charges undergo rigorous testing to control the input of phosphorus and sulfur; low-sulfur pig iron is exclusively selected for the production of high-strength HT250 castings to minimize casting defects caused by impurities.
HT150: Mn 0.4–0.9%
HT200: Mn 0.8–1.0%
HT250: Mn 0.9–1.1%
The amount of ferromanganese added scales with the casting grade to counteract the detrimental effects of sulfur and stabilize the pearlitic matrix, ensuring the castings meet tensile strength requirements; test data from each melt is retained for traceability.
The SJFR-ZD-009 standard has been integrated into daily workshop operations, establishing a closed-loop control system covering raw material inspection, melting parameter adjustment, and pre-pour verification. Following the implementation of graded element control, the scrap rate for high-grade castings (such as HT250) has dropped significantly, ensuring consistent performance across all three classes of gray iron components and enabling stable supply for various machinery applications.
Zunhua Shengjian Fanrong Machinery Parts Co., Ltd. specialize in HT150, HT200, and HT250 gray cast iron mechanical components. Leveraging a standardized control system for molten iron composition to precisely manage the smelting process, we supply cast iron parts with stable performance to the construction machinery and machine tool industries.